Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.

 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.






03-04-2019, 00:00
Data publikacji: 04-03-2019
Systemy przewodów rurowych z tworzyw sztucznych do renowacji podziemnych bezciśnieniowych sieci kanalizacji deszczowej i sanitarnej -- Część 7: Wykładanie rurami spiralnie zwijanymi
Zakres
W niniejszym dokumencie, w połączeniu z ISO 11296-1, podano wymagania i metody badań rur, które są wytwarzane na miejscu ułożenia przez spiralne zwijanie i łączenie prefabrykowanych profilowanych pasów z tworzyw sztucznych, lub profilowanych pasów z tworzyw sztucznych i integralnego ( całościowego) zamykającego łącznika pasowego, i stosowanych do renowacji podziemnych bezciśnieniowych sieci kanalizacji deszczowej i sanitarnej. Ma zastosowanie do rur spiralnie zwijanych o ustalonej lub zmiennej średnicy wykonanych z profilowanych pasków z tworzyw sztucznych, z ustalającymi elementami lub bez nich, instalowanych jedną z dwóch metod. Pierwsza z nich korzysta z dedykowanej maszyny do nawijania od czoła otwartego końca istniejącej rury tj. we włazach. Siły zwijające formują i jednocześnie umieszczają rurę w istniejącym rurociągu i dzięki pewnym technikom mogą zwiększać średnicę po lub w czasie układania. Druga metoda korzysta z dedykowanej maszyny zwijającej, która formuje rurę w trakcie przemieszczania się wzdłuż istniejącego rurociągu od włazu do włazu.
Ma zastosowanie do profilowanych pasków z tworzyw sztucznych, z nieplastyfikowanego poli(chlorku winylu) (PVC-U) z integralnym mechanizmem zamykającym lub z polietylenu wysokiej gęstości (HDPE) z integralnymi połączeniami zgrzewanymi
Data publikacji: 19-03-2019
Wady spawanych i zgrzewanych połączeń w tworzywach termoplastycznych -- Klasyfikacja
Zakres
W niniejszej Normie Europejskiej określono system klasyfikacji wad, które mogą wystąpić podczas wykonywania złączy spawanych i zgrzewanych w termoplastach oraz podano przykłady wad powstałych w niżej wymienionych procesach spawania i zgrzewania:
- zgrzewanie doczołowe gorącym narzędziem;
- zgrzewanie mufowe gorącym narzędziem;
- zgrzewanie elektrooporowe mufowe;
- spawanie gorącym gazem;
- spawanie ekstruzyjne;
- klejenie mufowe.
W niniejszym dokumencie nie opisano wad, które mogą powstać podczas użytkowania lub były obecne przed spawaniem i zgrzewaniem, takie jak złe dopasowanie. Korekta przygotowania (t.j. dopasowania) jest opisana w odpowiedniej instrukcji technologicznej spawania i zgrzewania (WPS). Niniejszy dokument nie zawiera także określenia możliwego wpływu tych wad na zachowanie się złączy w przypadku poddania ich różnego typu naprężeniom ani metod zapobiegania powstawania tych wad.
Niniejszy dokument zatem nie może być stosowany do określenia dopuszczalnego złącza, które jest zdefiniowane w EN 16296 [1].
W niniejszym dokumencie wzięto pod uwagę tylko wady powodujące nieciągłości materiałów lub zmiany kształtu, określając typ wad, ich kształt i położenie. Podana klasyfikacja może być stosowana do określenia możliwego pochodzenia lub przyczyn wad.
Data publikacji: 19-03-2019
Wady spawanych i zgrzewanych połączeń w tworzywach termoplastycznych -- Klasyfikacja
Zakres
W niniejszej Normie Europejskiej określono system klasyfikacji wad, które mogą wystąpić podczas wykonywania złączy spawanych i zgrzewanych w termoplastach oraz podano przykłady wad powstałych w niżej wymienionych procesach spawania i zgrzewania:
- zgrzewanie doczołowe gorącym narzędziem;
- zgrzewanie mufowe gorącym narzędziem;
- zgrzewanie elektrooporowe mufowe;
- spawanie gorącym gazem;
- spawanie ekstruzyjne;
- klejenie mufowe.
W niniejszym dokumencie nie opisano wad, które mogą powstać podczas użytkowania lub były obecne przed spawaniem i zgrzewaniem, takie jak złe dopasowanie. Korekta przygotowania (t.j. dopasowania) jest opisana w odpowiedniej instrukcji technologicznej spawania i zgrzewania (WPS). Niniejszy dokument nie zawiera także określenia możliwego wpływu tych wad na zachowanie się złączy w przypadku poddania ich różnego typu naprężeniom ani metod zapobiegania powstawania tych wad.
Niniejszy dokument zatem nie może być stosowany do określenia dopuszczalnego złącza, które jest zdefiniowane w EN 16296 [1].
W niniejszym dokumencie wzięto pod uwagę tylko wady powodujące nieciągłości materiałów lub zmiany kształtu, określając typ wad, ich kształt i położenie. Podana klasyfikacja może być stosowana do określenia możliwego pochodzenia lub przyczyn wad.
Data publikacji: 19-03-2019
Tworzywa sztuczne -- Wtryskiwanie kształtek do badań z tworzyw termoplastycznych -- Część 4: Oznaczanie skurczu wtryskowego
Zakres
Niniejszy dokument określa metodę oznaczania skurczu wtryskowego oraz oznaczania skurczu po wtryskowego próbek testowych z materiału termoplastycznego w kierunkach równoległych i normalnych do kierunku przepływu w stopie.
Aby oznaczyć skurcz termoutwardzalnych tworzyw, patrz ISO 2577 [2].
Skurcz wtryskowy zdefiniowany w tym dokumencie wyklucza wpływ pochłaniania wilgoci. Jest to uwzględnione w skurczu po wtryskowym, a więc w całkowitym skurczeniu. W przypadkach, gdy skurcz po wtryskowy jest spowodowany jedynie pobieraniem wilgoci, patrz ISO 175 [1].
Zdefiniowany w niniejszym dokumencieskurcz wtryskowy odnosi się do tak zwanych skurczy swobodnych z nieograniczoną deformacją pod wpływem płyt chłodzących w formie podczas okresu zatrzymania. Uważa się zatem, że jest to maksymalna wartość jakiegokolwiek ograniczonego skurczu.
Zestawienie zostało opracowane przez Redakcję Tworzywa.org
na podstawie ogólnodostępnych informacji publikowanych przez PKN
Podobne artykuły
Komentarze
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.
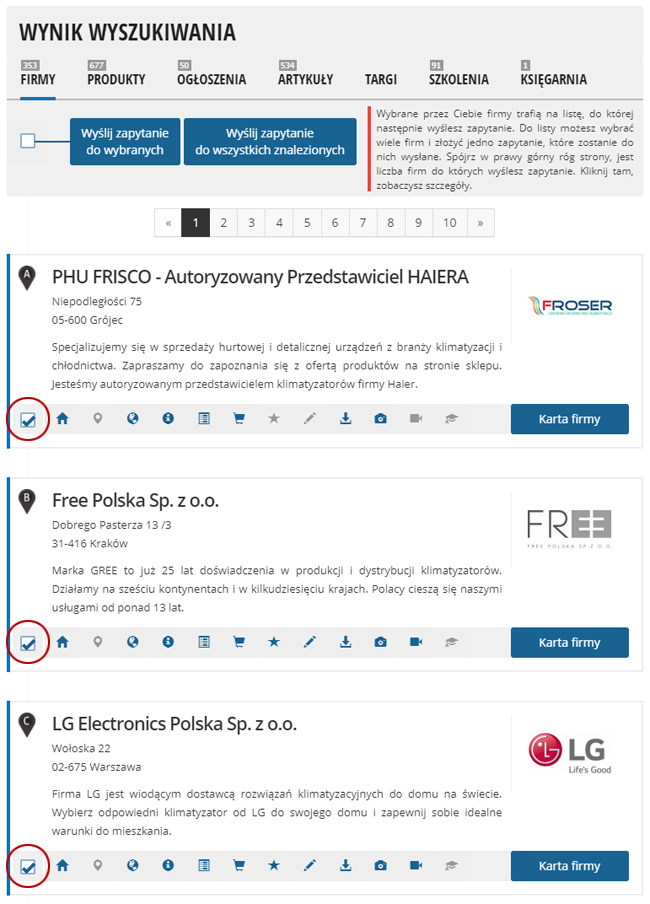
2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.
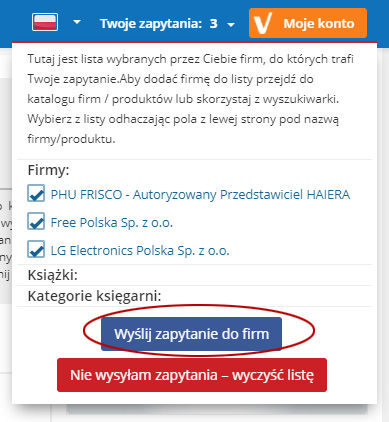
4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.
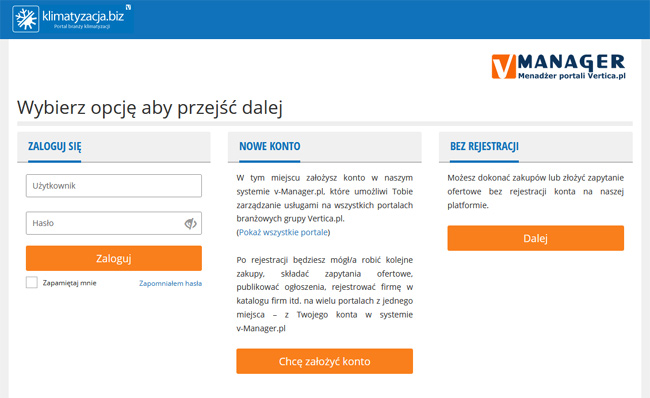
5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.
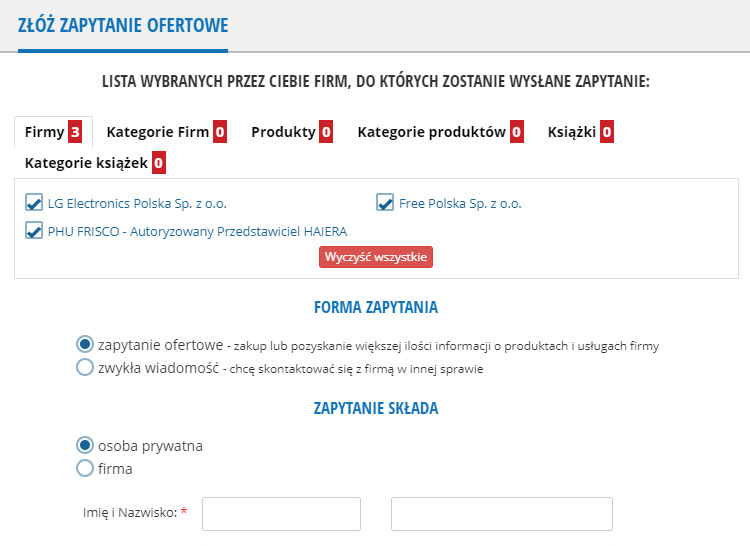
6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.
7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.