Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.

 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.








Firma ILLIG oferuje w tej grupie linie na bazie maszyn RDK 54, RDK 80 lub RDK 90. Są to maszyny formujące i wycinające w jednej stacji techniką ciśnieniową. Linie mogą przetwarzać PP, PET, HIPS, PCV, OPS, ABS, PC, HDPE, PLA, XPP, XPET.


Nowe linie FS 48 i FSL 48 pokazują jak ważny jest sektor spozywczy dla firmy ILLIG. Jednym z wyrózniających elemntów linii jest mozliwość dekorwania w doskonały sposób 5 boków opakowań prostokatnych o róznym kształcie.


Firma ILLIG oferuje w tej grupie linie na bazie maszyn RD 53 d. Są to maszyny formujące techniką ciśnieniową trój-stacyjną. Oznacza to formowanie wytłoczek w oddzielnej stacji, następnie wycinanie ich na prasie i układanie w sztaplarce. Linie mogą przetwarzać PP, PET, HIPS, PCV, OPS, ABS, PC, HDPE, PLA, XPP, XPET.


Firma ILLIG oferuje w tej grupie linie na bazie maszyn RDKP 54 g lub RDKP 72 g. Są to maszyny formujące techniką ciśnieniową trój-stacyjną. Oznacza to formowanie wytłoczek w oddzielnej stacji, następnie wycinanie ich na prasie i układanie w sztaplarce.


Dodatkowym elementem wspomagającym wytworzenie końcowego produktu moze byc wykrawarka rolowa ILLIG typ ZSM.Jest to półautomatyczne urządzenie służące do wykrawania blistrów wyformowanych na maszyna typu SB,a pełnego arkusza – w momencie gdy nie posiadamy automatycznej wersji maszyny SB – z cięciem prasą lub gilotyną poprzeczną i nożami krążkowymi,lub posiadamy maszynę SB typu c-1/c-2 wyrawającą automatycznie wyłącznie arkusz pełnego wyformowanego stołu.


Zgrzewarki do produkcji artykułów szkolnych i biurowych


Stacje wstępnego grzania są urządzeniami pomocniczymi w termoformowaniu folii. Obowiązkowo muszą być na wyposażeniu linii przetwarzających np. PP, ale również mogą wspomagać formowanie klasycznych folii jak PS (zwłaszcza przy grubszych) gdzie można zaoszczędzić na szerokości folii i przyśpieszyć formowanie oraz jednocześnie zmniejszyć radykalnie ilość drobin powstałych przy wbijaniu folii na łańcuch prowadzący formierki.


Bardzo wydajny ciśnieniowy automat formujacy RDM 75 K pracuje w technologii formowania i wycinania w jednej stacji.


W wyniku termoformowania opakowań powstaje odpad w postaci ażuru foliowego. W znakomitej większości przypadków ażur może być zmielony i wykorzystany powtórnie do produkcji folii. W celu zautomatyzowania oraz usprawnienia pracy linii termoformującej coraz częściej do automatów formujących są dostawiane młynki do mielenia ażuru.


Termoformierka RDM 63/10 c należy do grupy maszyn pierwszej generacji. Formowanie i wycinanie odbywa sie w jednej stacji. Na maszynie moga być produkowane kubki i pojemniki wymagajace 100% powtarzalnosci wycięcia.


System budowy oprzyrządowania “g” powstał jako rozwinięcie typów 1g i 4g. Pozwala on,w zależności od Państwa potrzeb na skonfigurowanie maszyny poprzez dobudowywanie opcjonalnego wyposażenia małymi elementami aby dopasować maszynę jak najlepiej do wymagań produkcji. Podstawowe wersje tych maszyn otrzymały bardziej rozbudowane wyposażenie niż maszyny typu 1g, a najwyższa wersja jest bogatsza od wersji 4g.


Na tej maszynie są produkowane opakowania na elementy takie jak śruby, wkręty, złączki, elementy silników, kostki toaletowe, środki zapachowe, długopisy, wkłady do plasteliny karnisze, narzędzia, zamki, kłódki.

Podstawową różnicą i jednocześnie ogromną zaletą systemu oprzyrządowania 4g w stosunku do 1g jest budowa oprzyrządowania maszyny jako pakietu. Złożony pakiet, w którym zawiera się właściwa forma,forma górnego stołu(oberstempla,plug assist lub wprost stempla) oraz gotowe całościowe ramy zaciskowe materiału (górna i dolna) jest łatwy do przechowywania,transportowania i zainstalowania w maszynie.


Stanowiska do odwijania rolek z folią są urządzeniami pomocniczymi do linii termoformujących w układzie off-line. Oznacza to ze źródłem materiału do termoformowania jest folia o odpowiedniej szerokości i grubości nawinięta na gilzę tekturowa lub plastikową. W przypadku zainteresowania układem in-line ekstruzja-termoformierka; układy te są rozpatrywane indywidualnie do oferowanych maszyn.


Stacje sztaplowania przy maszynach RDM służą do układania wyformowanych kubków w stosy w ilościach określonych przez operatora w panelu sterującym termoformierki. Pobieranie kubków z formy i przenoszenie do magazynów sztaplarki jest zsynchronizowane z praca termoformierki.
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.
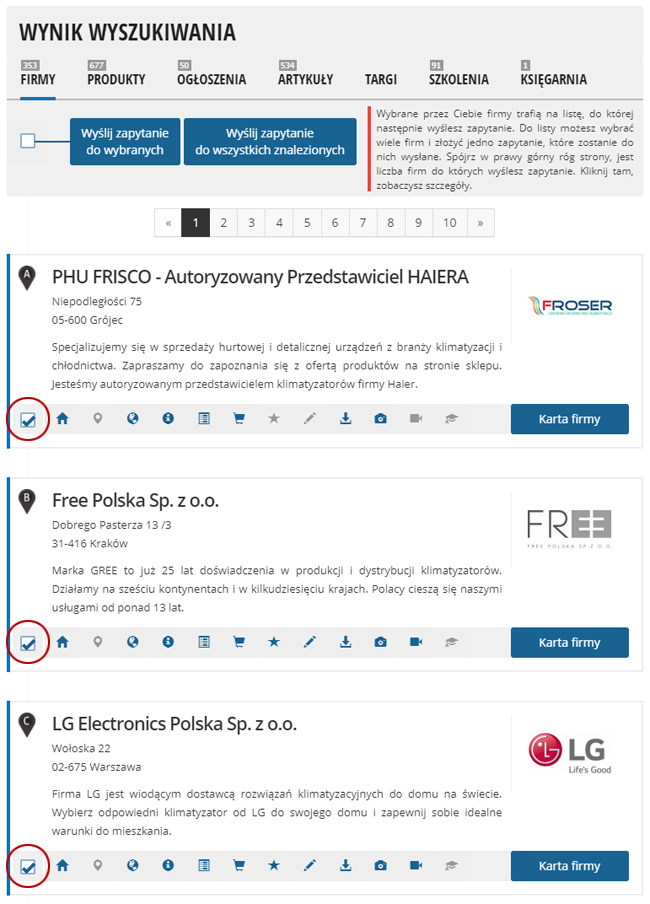
2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.
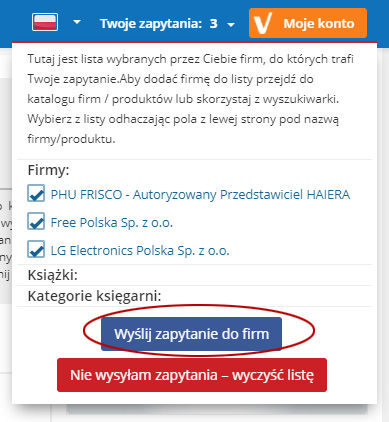
4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.
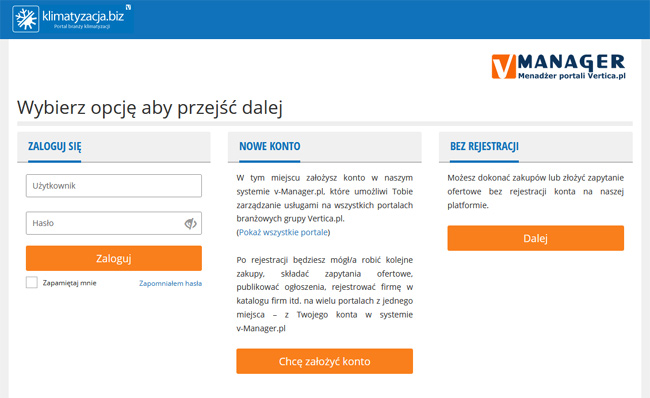
5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.
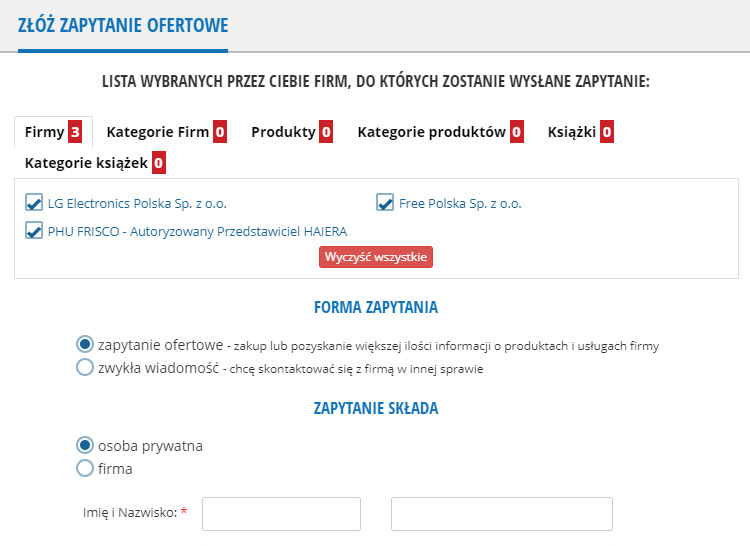
6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.
7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.