Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.

 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.







Detale możemy barwić np. na imitację aluminium, złota czy nawet barwnikami z brokatem. Z kolei przeźroczyste lub transparentne wyroby to piękna ekspozycja jakże użyteczna w reklamie. Zakres średnic w naszej produkcji to od 3 mm. Do 110 mm.


Detale możemy barwić np. na imitację aluminium, złota czy nawet barwnikami z brokatem. Z kolei przeźroczyste lub transparentne wyroby to piękna ekspozycja jakże użyteczna w reklamie. Zakres średnic w naszej produkcji to od 3 mm. Do 110 mm.


Detale możemy barwić np. na imitację aluminium, złota czy nawet barwnikami z brokatem. Z kolei przeźroczyste lub transparentne wyroby to piękna ekspozycja jakże użyteczna w reklamie. Zakres średnic w naszej produkcji to od 3 mm. Do 110 mm.


Detale możemy barwić np. na imitację aluminium, złota czy nawet barwnikami z brokatem. Z kolei przeźroczyste lub transparentne wyroby to piękna ekspozycja jakże użyteczna w reklamie. Zakres średnic w naszej produkcji to od 3 mm. Do 110 mm.


Detale możemy barwić np. na imitację aluminium, złota czy nawet barwnikami z brokatem. Z kolei przeźroczyste lub transparentne wyroby to piękna ekspozycja jakże użyteczna w reklamie. Zakres średnic w naszej produkcji to od 3 mm. Do 110 mm.


ArtAMID®6 Poliamid 6 to najpopularniejsze tworzywo techniczne o bardzo dobrych ogólnych właściwościach mechanicznych, stosunkowo wysokiej temperaturze pracy i przystępnej cenie.

MegaCAD 3D - jest to idealny produkt dla projektantów i technologów, którzy wykonują skomplikowane trójwymiarowe projekty techniczne.


Jednofazowe podajniki podciśnieniowe AM służą do pneumatycznego podawania tworzywa na niewielkie odległości w oparciu o najnowsze rozwiązania techniczne, najwyższą jakość i niezawodność, zapewniając jednocześnie szeroki zakres wydajności.


Nasza firma zajmuje się produkcją form wtryskowych z zachowaniem najwyższych standardów. Fachowa obsługa klienta jest dla nas priorytetem.


Produkcja detali z tworzyw sztucznych w technologii wtrysku z gazem oraz wtrysku dwukomponentowego (2K).


Podkładki wykonujemy z wysokiej jakości płyt ceramicznych, odpornych na temperaturę do 1250oC.


W tej technologii wykorzystując jeden otwór dyszy wtryskowej, wykonujemy w pierwszej fazie częściowy wtrysk materiału A. Następnie następuje przełączenie wtrysku na komponent B. W końcowej fazie w celu zasklepienia punktu wtrysku ponownie jest on przełączany na komponent A.
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.
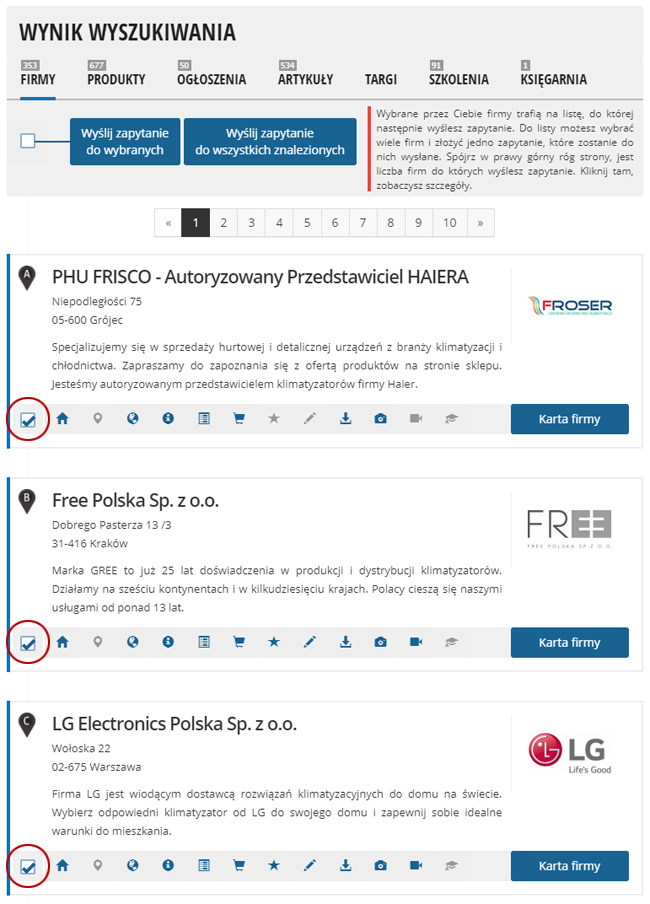
2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.
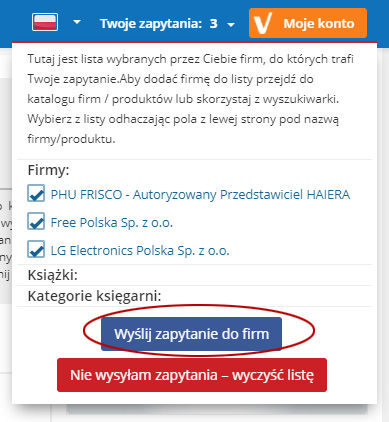
4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.
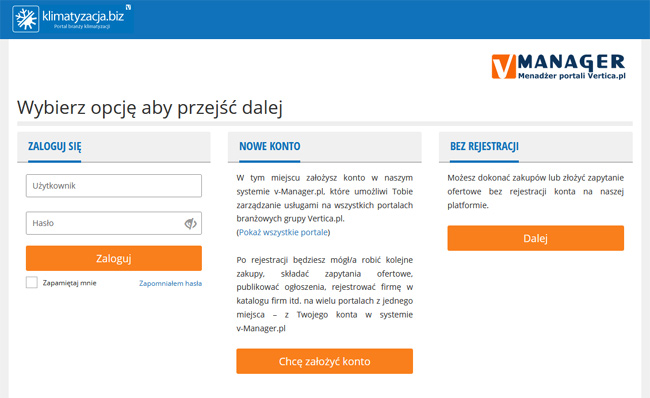
5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.
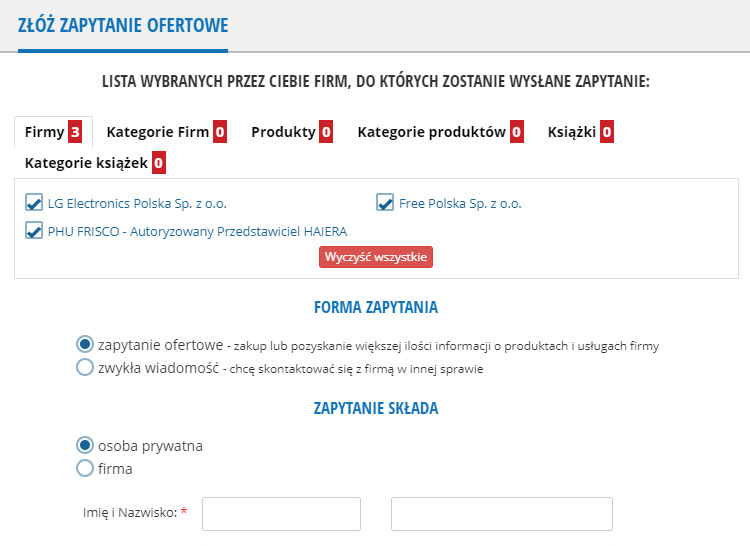
6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.
7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.