Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.

 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.





17-12-2025, 13:03
Dobrze dobrane akcesoria czyszczące potrafią zdecydować o jakości wykończenia, żywotności elementu i czasie pracy. Inaczej traktuje się dąb pokryty lakierem, inaczej stal po spawaniu, a jeszcze inaczej tworzywo z mikrorysami po produkcji. Wybór narzędzia to nie tylko kwestia materiału – to również komfort operatora, bezpieczeństwo i koszt całego procesu. Poniżej znajdziesz praktyczne wskazówki, które pomagają świadomie dobrać akcesoria do pielęgnacji drewna, metalu i tworzyw, z przykładami sytuacyjnymi i checklistą parametrów technicznych.
Drewno jest materiałem anisotropowym: inaczej zachowuje się wzdłuż, a inaczej w poprzek włókien. W praktyce oznacza to, że narzędzia z włóknem ściernym (np. nylon z nasypem ziarna SiC lub Al2O3) lepiej „płyną” po słojach, a wypełnienia naturalne lub mieszane (tampico, polipropylen) są łagodniejsze dla lakierów i bejc.
W metalu kluczowa jest odporność narzędzia na temperaturę i agresywność cięcia. Do usuwania zendry i rdzy stosuje się druty stalowe, nierdzewne lub mosiężne, a do przygotowania pod lakier – włókniny i włókna ścierne, które równomiernie satynują bez głębokich rys.
Tworzywa są wrażliwe na temperaturę i ładunki elektrostatyczne. Najczęściej wybiera się włókna polimerowe bez agresywnego nasypu, ewentualnie z delikatnym ziarnem do matowienia. Ważne jest ograniczanie tarcia i ciepła.
Przy obróbce ciągłej drewna albo przy satynowaniu metalu często najwydajniejsze są walce, bo stabilnie utrzymują kontakt na całej szerokości roboczej, ułatwiając kontrolę nacisku i posuw. Jeśli rozważasz taki kierunek, tego typu produkty znajdziesz tu: szczotki walcowe, co ułatwi porównanie parametrów wypełnienia i dopasowanie średnicy do Twojej maszyny.
W praktyce warto pamiętać, że wypełnienie determinuje efekt bardziej niż sama forma szczotki. Nylon z nasypem ściernym będzie „czyścił przez cięcie”, a tampico – „czyścił przez wycieranie”. Drut karbowany tnie łagodniej niż gładki, a drut mosiężny jest łagodniejszy dla metali miękkich i minimalizuje ryzyko kontaminacji stalą.
Odpowiedzialny dobór akcesoriów obejmuje warunki pracy. Pyły drzewne mogą mieć działanie alergizujące, a pyły metaliczne i iskry wymagają strefy bezpiecznej oraz nadzoru przeciwpożarowego. Zalecenia praktyczne:
Najtańsze akcesorium bywa najdroższe w użyciu. W kalkulacji uwzględnij:
Jeżeli zależy Ci na powtarzalności i spokoju pracy zespołu, rozważ stworzenie minimum dwóch „ścieżek procesowych” z predefiniowanymi akcesoriami dla powtarzających się zadań. Wprowadza to porządek, obniża stres operatorów i ułatwia wdrożenie nowych osób. Przy doborze i testach warto skonsultować się z dostawcą – jedno, precyzyjne pytanie często oszczędza godziny prób i nietrafionych zakupów. Nazwa producenta ma mniejsze znaczenie niż zgodność parametrów z Twoim procesem, ale sprawdzony partner, jak choćby Technoszczot, bywa pomocny w szybkim porównaniu wariantów i uzyskaniu danych technicznych.
Najważniejsza zasada brzmi: dobieraj akcesoria do celu i materiału, a nie odwrotnie. Ustal efekt, oceń wrażliwość powierzchni, wybierz formę narzędzia, dopasuj wypełnienie i granulację, a następnie zweryfikuj parametry pracy na próbkach. Pamiętaj o bezpieczeństwie, organizacji stanowiska i pełnych kosztach użytkowania – to one decydują o opłacalności i spokoju pracy na co dzień. Zachęcam do przejrzenia własnych procesów pod kątem powtarzalnych zadań i stworzenia krótkich kart doboru; refleksja nad kilkoma detalami często przynosi duży, mierzalny efekt w jakości i czasie. Jeśli temat Cię ciekawi, warto dalej zgłębiać zależności między rodzajem wypełnienia, prędkością obwodową i gęstością osadzenia – te trzy zmienne w praktyce tworzą fundament skutecznej i bezpiecznej pielęgnacji drewna, metalu oraz tworzyw.
Artykuł zewnętrzny
Komentarze
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.
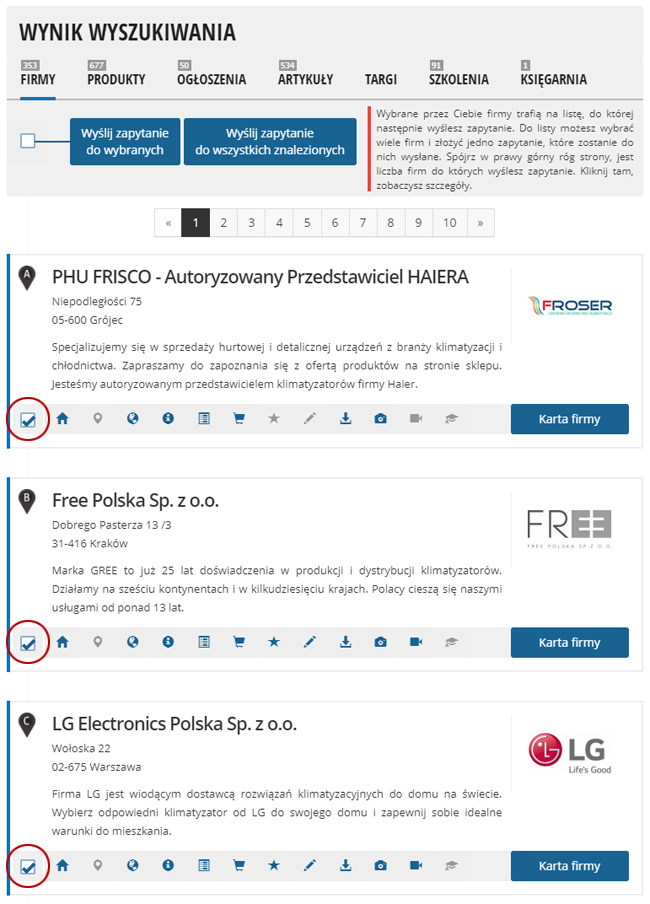
2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.
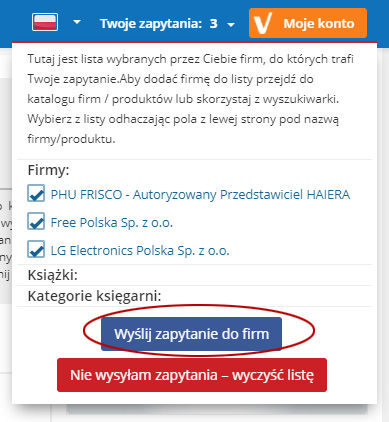
4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.
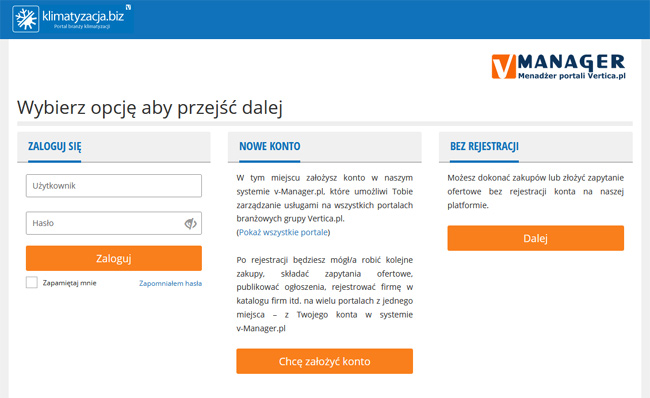
5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.
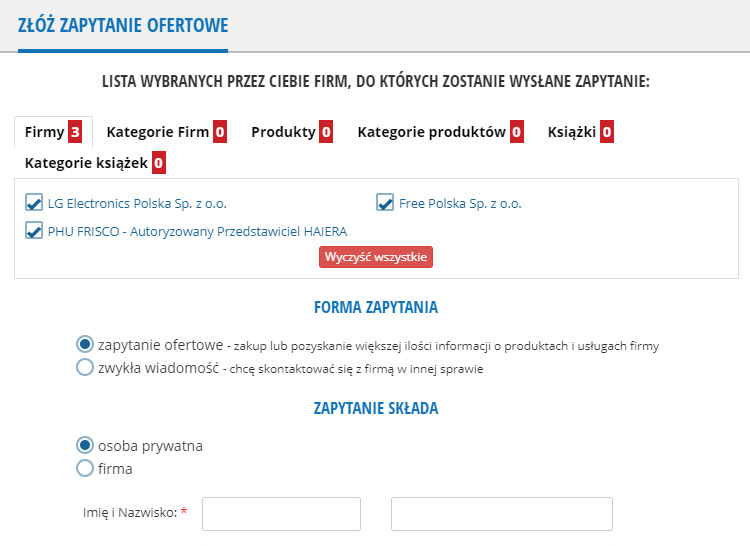
6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.
7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.