Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.

 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.







Dostarczamy standardowe podgrzewacze, termoregulatory / termostaty temperatury ale również specjalnie dopasowane termoregulatory impulsowe i przemienne oraz systemy sprawdzające.


Jedną z największych grup wyrobów produkowanych w Lerg® są żywice fenolowe do produkcji materiałów izolacyjnych. Posiadamy ponad dwudziestoletnie doświadczenie w produkcji i aplikacji żywic do materiałów izolacyjnych.


Żywice furanowe serii Ekotec® są przeznaczone do sporządzania samoutwardzalnych mas formierskich (utwardzanych metodą bez ogrzewania-no bake). Żywice Ekotec 45 i Ekotec 60 są zalecane do sporządzania mas formierskich i rdzeniowych dla odlewów żeliwnych w odlewniach, w których nie ma regeneracji mas.


Wąż wielofunkcyjny, elastyczny wąż przeznaczony do przepływu roztworów kwasów: azotowego o stężeniu do 5%, solnego o stężeniu do 20%, siarkowego o stężeniu do 50%, dowolne stężenia: kwasu octowego,


PLA to unikatowy, biodegradowalny materiał, produkowany z corocznie odnawialnych zasobów


W swojej ofercie posiadamy linie do granulacji tworzyw sztucznych ZL100/36.


W swojej ofercie posiadamy linię do granulacji tworzyw sztucznych ZL80/36.


Stosowane w procesach wymagających utrzymania stałej, podwyższonej temperatury substancji przepływającej przez wąż oraz gdy niezbędna jest opcja roztapiania zestalonego medium. Zastosowanie obejmuje m. in. oleje, smary, wosk, żywice, farby, granulaty, kleje, substancje spożywcze.


Żelkoty RenGel można wykorzystywać do osiągnięcia różnych własności powierzchni wykonywanych modeli, narzędzi, form czy detali.


Wysokoudarowy technopolimer na bazie poliamidu (PA), w kolorach Elecolors, wykończone na połysk


To maszyna przeznaczona do plastyfikacji granulatu i wytłaczania go przez odpowiednio wykonany ustnik (głowicę).


Korki uniwersalnego zastosowania, m.in. służą do bezpiecznego i solidnego zamykania otworów, w tym wiertniczych, gwintów zewnętrznych i gwintowanych otworów oraz pozostałe m.in. do butelek.

PA6G Poliamid wylewany jest szeroko stosowanym tworzywem naturalnym bez dodatków, wypełniaczy i składników smarujących. Odznacza się niską wagą, odpornością na korozję, wysoką zdolnością tłumienia drgań, odpornością na ścieranie.


W tej technologii wykorzystując jeden otwór dyszy wtryskowej, wykonujemy w pierwszej fazie częściowy wtrysk materiału A. Następnie następuje przełączenie wtrysku na komponent B. W końcowej fazie w celu zasklepienia punktu wtrysku ponownie jest on przełączany na komponent A.
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.
2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.
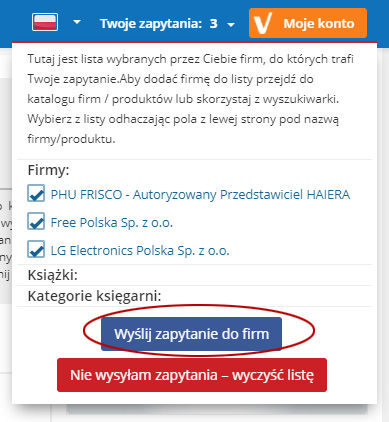
4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.
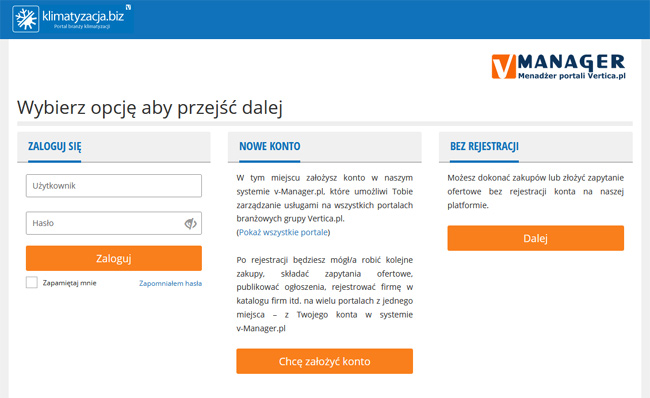
5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.
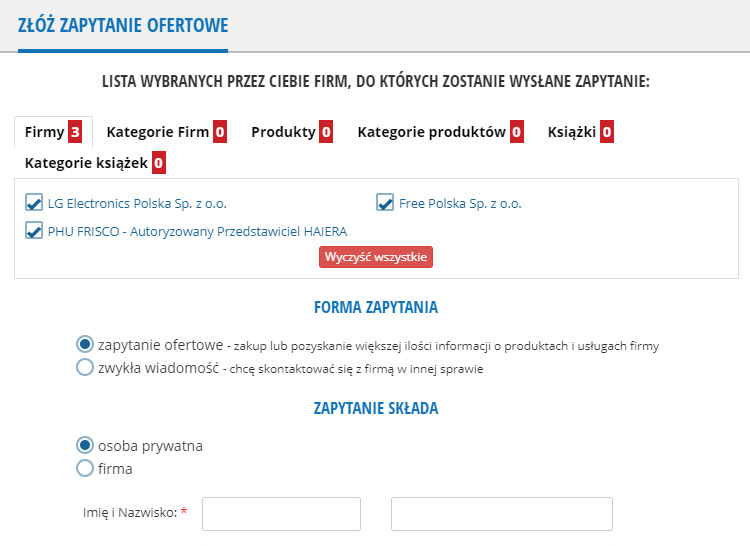
6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.
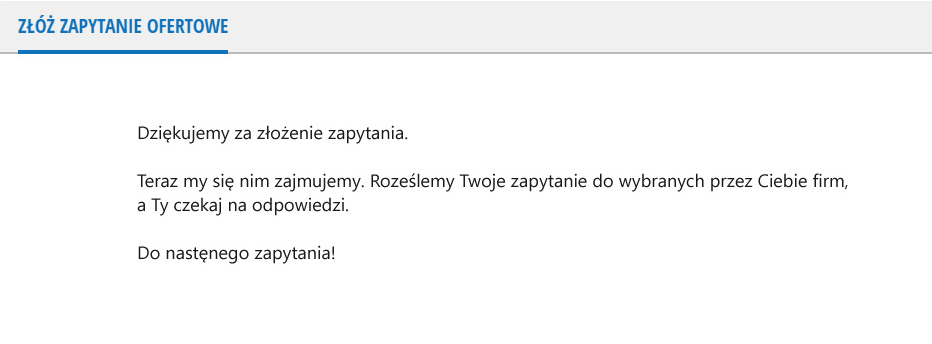
7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.