Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.

 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.





Elektrodrążarki (EDM) to maszyny do obróbki elektroerozyjnej, które pozwalają uzyskać bardzo precyzyjne kształty w twardych, trudnoobrabialnych materiałach – idealne do form wtryskowych, matryc i detali o skomplikowanej geometrii. W tej kategorii znajdziesz dostawców elektrodrążarek wgłębnych, drutowych oraz wycinarek EDM wraz z automatyzacją, oprogramowaniem i pełnym wsparciem serwisowym.
Działkowa 7
43-330
Stara Wieś / Wilamowice
Zakład Budowy Maszyn i Systemów Sterowania zajmuje się projektowaniem oraz wykonywaniem maszyn, urządzeń i systemów sterujących maszynami jak również całymi liniami technologicznymi do przetwórstwa tworzyw sztucznych.

Wersalska 54
91-212
Łódź
Zajmujemy się dystrybucją, a także serwisem maszyn i urządzeń do przetwórstwa tworzyw sztucznych oraz urządzeń dla wyspecjalizowanych narzędziowni zajmujących się obróbką metali.
Inwestorów 7
39-300
Mielec

Wierzbowa 2
64-850
Ujście

Wiśniowa 12
55-040
Bielany Wrocławskie
Wojska Polskiego 3
56-416
Twardogóra
L. Okulickiego 16 c
35-206
Rzeszów
Jankowicka 30A/1
43-100
Tychy

Wiosenna 10 /1A
57300
Kłodzko
Tajęcina 102
36-002
Jasionka
Michałów 65
05-079
Okuniew
Kolejowa 56
64-300
Nowy Tomyśl
Obróbka elektroerozyjna usuwa materiał poprzez serię mikrowyładowań między elektrodą a obrabianym detalem zanurzonym w dielektryku. Pozwala to wykonywać kształty niemożliwe lub nieopłacalne w skrawaniu – np. ostre rogi, cienkie żebra czy głębokie kieszenie. W narzędziowniach EDM jest komplementarne wobec frezowania i szlifowania, szczególnie w stalach hartowanych i węglikach. Nowoczesne elektrodrążarki integrują pomiar, kompensacje termiczne i biblioteki technologiczne, co skraca przygotówkę i zwiększa powtarzalność.
Dobierz technologię do zadania: EDM wgłębna do głębokich wnęk i form, drutowa do konturów i rozdzielania detali. Sprawdź rozmiar stołu, maksymalne gabaryty/masę detalu, prędkość usuwania materiału (MRR) oraz parametry wykończenia (Ra). Liczą się też funkcje automatycznego nawlekania drutu, biblioteki elektrod, kompensacje termiczne i stabilność dielektryka. Nie pomijaj kosztów eksploatacyjnych (drut, elektrody, filtracja) oraz jakości wsparcia serwisowego i dostępności części.
EDM otwiera drogę do geometrii niemożliwych w klasycznej obróbce – skraca czas realizacji trudnych detali, zwiększa dokładność i obniża ryzyko reklamacji. Automatyzacja pracy bezobsługowej nocą i standaryzacja parametrów poprawiają OEE, a integracja z CAM i sondowaniem redukuje błędy ustawienia i ilość poprawek.
Wykonywanie kątów ostrych w gniazdach form wtryskowych, cięcie drutem detali z węglika, wykonywanie mikrootworów w dyszach, obróbka wnęk elektrodami grafitowymi przy wysokich wymaganiach Ra oraz separacja precyzyjnych elementów narzędziowych. EDM wspiera produkcję elementów medycznych, precyzyjnych części do automatyki i narzędzi skrawających.
Wgłębna formuje wnęki elektrodą, a drutowa wycina kontury drutem przewodzącym w płaszczyźnie XY z możliwością stożkowania.
Stale hartowane, węgliki spiekane i stopy trudnoobrabialne, gdy skrawanie byłoby nieefektywne lub niemożliwe.
Tak, powstaje warstwa przetopiona; odpowiednie parametry i obróbki wykańczające minimalizują jej grubość.
MRR bywa niższe niż w skrawaniu, ale zaletą jest możliwość wykonania geometrii niedostępnych metodami konwencjonalnymi.
Ująć zużycie drutu/elektrod, filtrów, dielektryka i serwisu; standaryzacja i biblioteki parametrów pomagają je kontrolować.
W większości zastosowań tak – CAM ułatwia generowanie trajektorii, unikanie kolizji i zarządzanie biblioteką elektrod.
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.
2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.
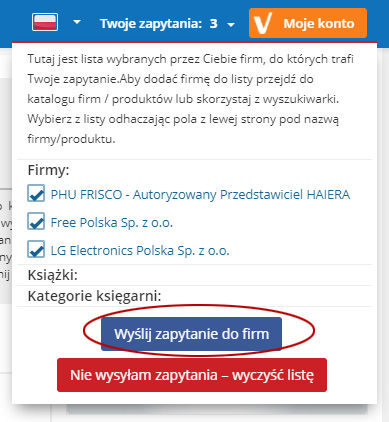
4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.
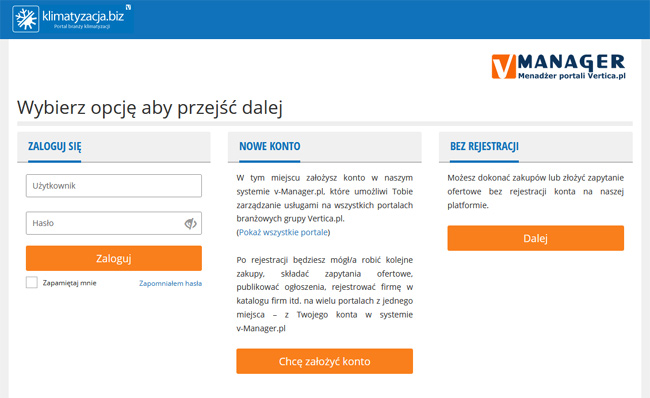
5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.
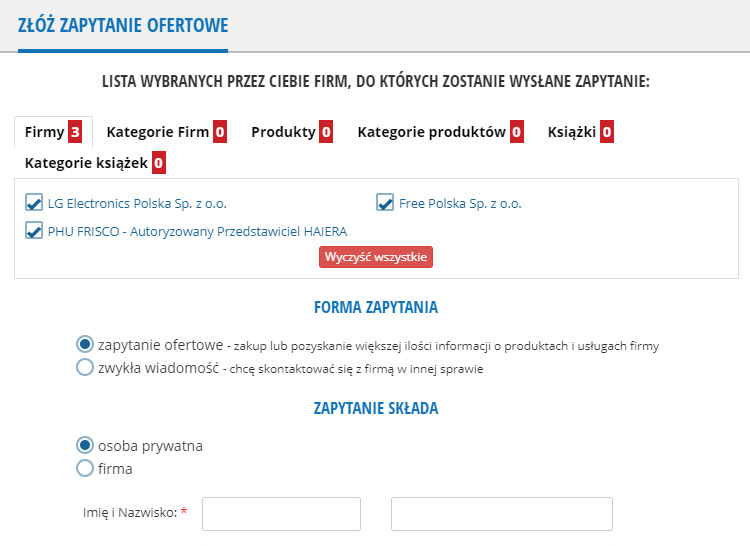
6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.
7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.