Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.

 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.





Tkaniny nasycane - preimpregnaty
Zakłady Tworzyw Sztucznych IZO-ERG Sp. z o.o.
tel.: 32 338 62 99
e-mail: izoerg@lerggroup.pl
https://www.izoerg.com.pl
![]()
![]()
Tkaniny nasycane - preimpregnaty
Preimpregnaty produkujemy poprzez impregnacje lub powlekanie na nośnik bazowy (tkanina szklana, tkanina bawełniana, papier) żywicy i podtwardzenie jej do stanu B. Z preimpregnatów możemy wykonywać elementy poprzez prasowanie w formach w temperaturze i pod ciśnieniem. Podczas prasowania żywica zawarta w preimpregnacie najpierw staje się płynna i lepka, a następnie sieciuje się i w ostateczności otrzymujemy element sztywny o wysokiej wytrzymałości mechanicznej.
Ergopregi
ERGOPREGI EN/F i EN/H są to tkaniny szklane powleczone specjalnymi kompozycjami żywic epoksydowych, przy czym żywice są w stanie wysuszonym, lecz nieutwardzonym (tzw. stan B). EN/F- klasa izolacji F (155°C) EN/H- klasa izolacji H (180°C).
Zastosowanie
ERGOPREGI mogą być stosowane do otrzymania wyrobów prasowanych i zwijanych (laminaty, rury, pręty, profile) oraz do wykonania elementów izolacji maszyn elektrycznych i przyrządów, gdzie ERGOPREG może być bezpośrednio naprasowany na izolowaną część. Produkt w stanie utwardzonym charakteryzuje się dobrą odpornością termiczną i chemiczną, jak również dobrymi właściwościami w temperaturze pracy ciągłej do 155°C (ERGOPREGI EN/F) i do 180°C (ERGOPREGI EN/H).
Ergonom
ERGONOM jest to preimpregnat wykonany przez dwustronne lub jednostronne powleczenie papieru meta-aramidowego typ NOMEX® 410 żywicą termoutwardzalną klasy F lub H, przy czym żywica jest w stanie B (podsuszona, lecz nieutwardzona). ERGONOM F - klasa izolacji F (155°C), ERGONOM H - klasa izolacji H (180°C) wykazują przy zaprasowaniu dobrą przyczepność do wszystkich metali. Materiał standardowo jest produkowany w szerokości 914mm i grubości 0,15 i 0,20mm.
Na życzenie możemy ciąć materiał na inne szerokości oraz wykonać inne grubości.
Zastosowanie
ERGONOM jest stosowany do wykonania izolacji klasy F i H w maszynach elektrycznych, zwłaszcza w transformatorach suchych, można łączyć nim blachy zwojowe bez potrzeby dodatkowej impregnacji. Wymaga prasowania i utwardzania w temperaturze co najmniej 150°C.





W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.
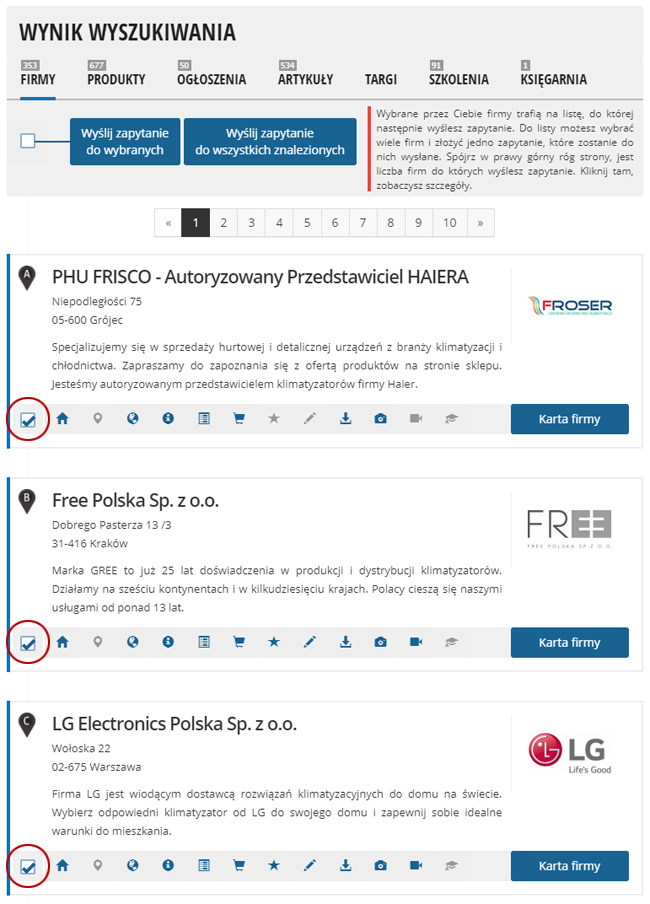
2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.
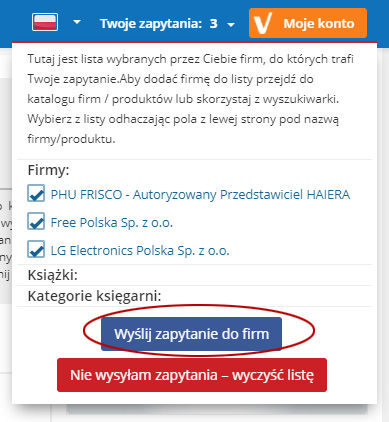
4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.
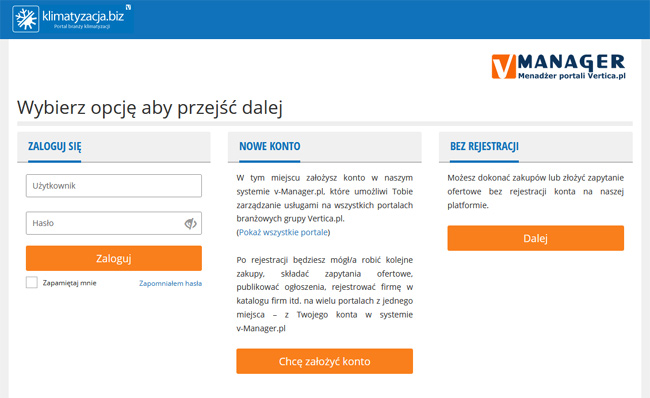
5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.
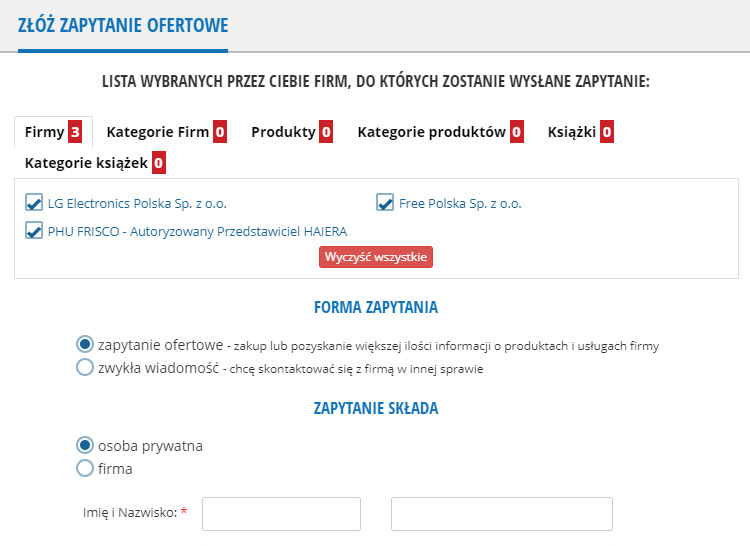
6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.
7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.