Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.

 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.





Regranulaty PA to techniczne surowce wtórne (najczęściej PA6 i PA66) o wysokiej wytrzymałości, udarności i odporności termicznej. Dzięki nowoczesnym liniom regranulacji i kontroli jakości mogą zastępować virgin w wielu zastosowaniach, zapewniając istotne oszczędności kosztowe oraz wzrost udziału recyklatu w portfelu produktów – bez kompromisów w kluczowych parametrach użytkowych.
Karola Miarki 15/4
42-700
Lubliniec
ul. Racula - Wiktorii Dzierżkowej 19
66-004
Zielona Góra
Poliamidy należą do najważniejszych tworzyw inżynieryjnych. Ich higroskopijność i krystalizacja wymagają właściwej obróbki (suszenie, kondycjonowanie), ale odwdzięczają się doskonałą odpornością mechaniczną. Regranulaty PA – uzyskiwane z kontrolowanych strumieni odpadów – pozwalają znacząco obniżyć koszty i ślad węglowy, zachowując parametry niezbędne w elementach technicznych, osprzęcie przemysłowym i komponentach motoryzacyjnych.
Kluczowe są: typ PA (6 vs 66), lepkość i poziom wilgotności (warunkują przetwórstwo i właściwości), rodzaj wzmocnień (GF), stabilność wymiarowa po kondycjonowaniu oraz odporność chemiczna. Należy określić wymagania temperaturowe aplikacji i dobrać modyfikatory (np. stabilizacja cieplna/UV). Warto zweryfikować zalecenia dot. suszenia (najczęściej 80–90°C, 4–8 h) i dopasować ustawienia maszyny.
Regranulaty PA obniżają koszty materiałowe w projektach technicznych, zwiększają elastyczność zakupową w okresach wahań cen virgin i wspierają realizację celów ESG. Przy odpowiednim doborze parametrów oferują trwałość porównywalną z materiałami pierwotnymi – również w aplikacjach narażonych na obciążenia dynamiczne.
Detale motoryzacyjne (uchwyty, maskownice, elementy komory silnika), koła zębate i łożyskowania ślizgowe, obudowy osprzętu, izolacje elektryczne, elementy mechaniczne w maszynach, opaski/trytki i komponenty instalacyjne. W profilach zewnętrznych stosuje się stabilizację UV oraz czarny pigment sadzowy.
Tak, ze względu na higroskopijność – suszenie przed wtryskiem/wytłaczaniem jest standardem; parametry podaje dostawca.
PA66 ma wyższą odporność temperaturową i lepszą stabilność, PA6 jest bardziej ekonomiczny i łatwiejszy w przetwarzaniu.
Tak, GF zwiększa sztywność i odporność cieplną, ale wymaga dostosowania narzędzi i parametrów procesu.
Poprzez właściwe suszenie i kondycjonowanie po formowaniu; zbyt wysoka wilgoć obniża wytrzymałość.
Tak, przy stabilnych partiach i właściwej obróbce można osiągnąć niskie odchyłki wymiarowe.
Wymagaj kart wynikowych partii (MFR, wilgotność, DSC, udarność) i deklaracji zgodności z wymaganiami branżowymi.
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.
2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.
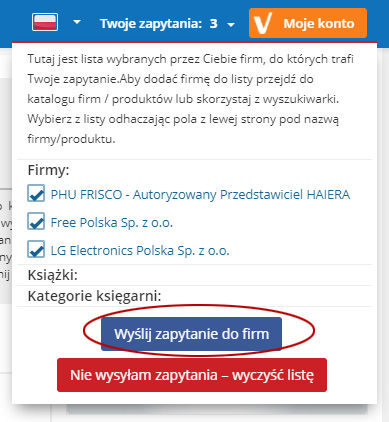
4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.
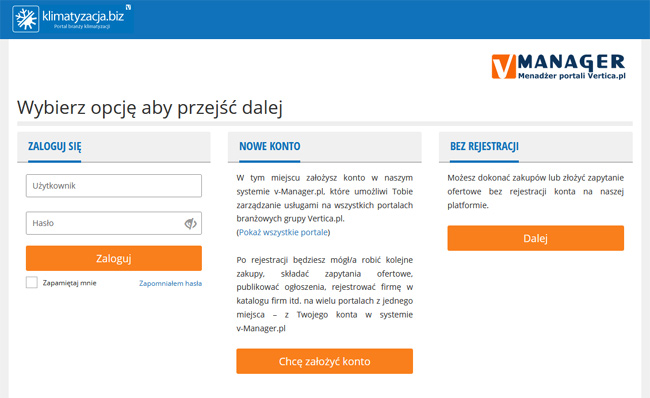
5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.
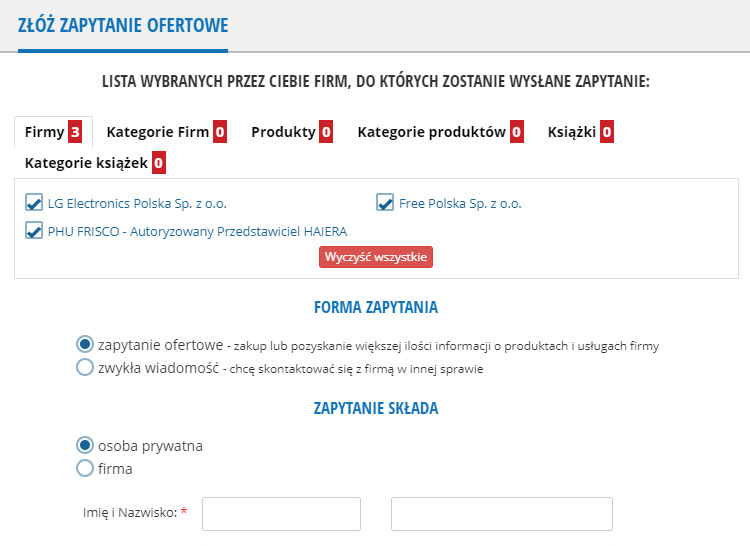
6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.
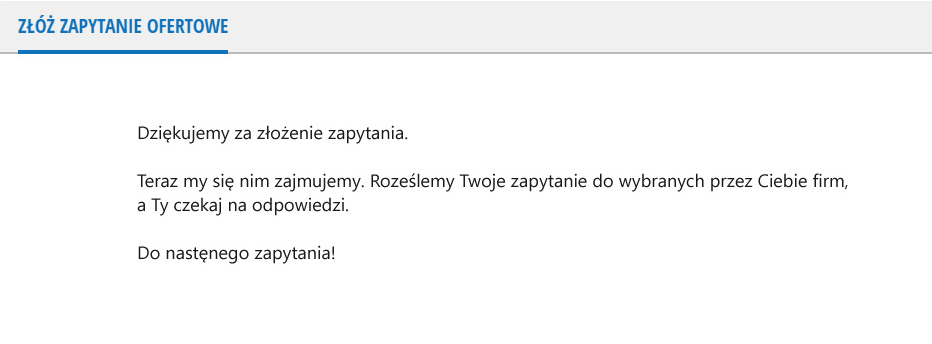
7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.