Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.

 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.





Regranulaty PP to surowiec wtórny powstający z recyklingu polipropylenu, który pozwala obniżyć koszty produkcji i zredukować ślad środowiskowy bez rezygnacji z powtarzalnych parametrów przetwórczych. W tej kategorii znajdziesz dostawców regranulatów PP homo- i kopolimerowych do wtrysku, wytłaczania, termoformowania i rozdmuchu – wraz z doradztwem, certyfikatami jakości oraz stabilnymi dostawami pod projekty ciągłe.
Polanka 302
32-400
Myślenice

Piekarska 27
91-314
Łódź

Chemiczna 16
39-442
Chmielów
Saska 59
43-344
Bielsko-Biała
Kozerki, ul. Jowisza 7
05-825
Grodzisk Mazowiecki
Polipropylen jest jednym z filarów przetwórstwa tworzyw. Wersje z recyklingu – regranulaty PP – łączą atrakcyjną cenę z użytecznymi właściwościami mechanicznymi i chemicznymi. Nowoczesne linie regranulacji (mycie, separacja, filtracja stopu, odgazowanie i homogenizacja) pozwalają uzyskać materiał o powtarzalnym MFR i niskiej zawartości zanieczyszczeń, co ułatwia wdrożenie do seryjnej produkcji. Dzięki temu regranulaty PP stają się realną alternatywą dla części aplikacji dotychczas opartych na virgin PP.
Dobór regranulatu PP zaczyna się od definicji procesu (wtrysk, wytłaczanie, rozdmuch) i wymaganego MFR/MI. Istotne są: stabilność barwy, zawartość popiołu, poziom zanieczyszczeń, jednorodność partii oraz historia materiału (post‑consumer vs post‑industrial). Warto zweryfikować powtarzalność parametrów w czasie oraz dostępność dokumentacji (karty charakterystyki, wyniki badań, deklaracje zgodności). W aplikacjach technicznych kluczowe są również dodatki (np. udarność w niskich temp., UV) i dopuszczenia branżowe.
Regranulat PP pozwala ograniczyć koszty surowcowe, zwiększyć udział recyklatu (compliance z wymogami ESG/GOZ) i uniezależnić się częściowo od wahań cen virgin. Stabilne dostawy i wsparcie techniczne skracają czas wdrożenia, a niska wrażliwość na wilgoć upraszcza logistykę magazynową. W wielu projektach możliwe jest osiągnięcie docelowych parametrów bez istotnej modyfikacji procesu.
Opakowania sztywne (wiadra, tacki), elementy AGD (korpusy, osłony), profile i płyty do wytłaczania, komponenty budowlane (listwy, dystanse), artykuły ogrodowe, osprzęt techniczny o średnich obciążeniach. W aplikacjach narażonych na UV stosuje się mieszanki z dodatkami stabilizującymi i barwieniem.
Homo PP zapewnia większą sztywność i wyższą temperaturę ugięcia, kopolimer zwykle daje lepszą udarność – wybór zależy od aplikacji i procesu.
Do wtrysku częściej wybiera się wyższe MFR (np. 8–25 g/10 min), do wytłaczania – niższe (np. 1–8 g/10 min); ostateczny dobór zależy od geometrii wyrobu i linii.
Wyłącznie wybrane gatunki z udokumentowanym pochodzeniem i odpowiednimi dopuszczeniami; w większości przypadków stosuje się go poza food‑contact.
Wybierać stabilne partie, korzystać z masterbatchy i specyfikować tolerancje barwy (np. ΔE). Dobre mieszanie zapewnia jednorodność.
PP ma niską chłonność wilgoci, standardowo nie wymaga suszenia; wyjątkiem są mieszanki z higroskopijnymi dodatkami – wtedy zalecane jest dosuszenie.
Sprawdzić MFR, zawartość popiołu, wyniki DSC/FTIR, czystość po filtracji i dokumentację partii; wykonanie prób technologicznych na docelowej formie.
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.
2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.
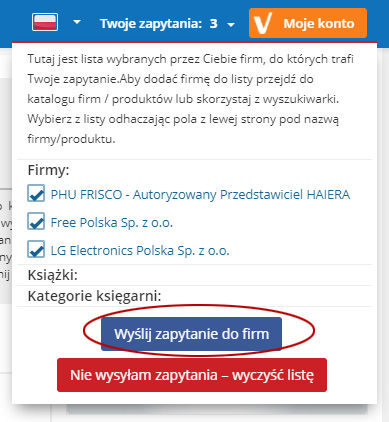
4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.
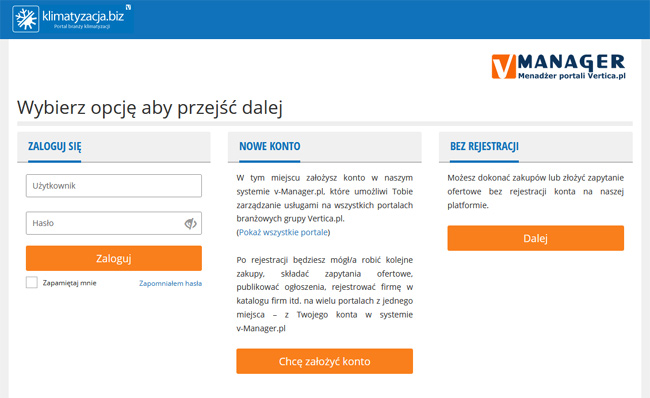
5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.
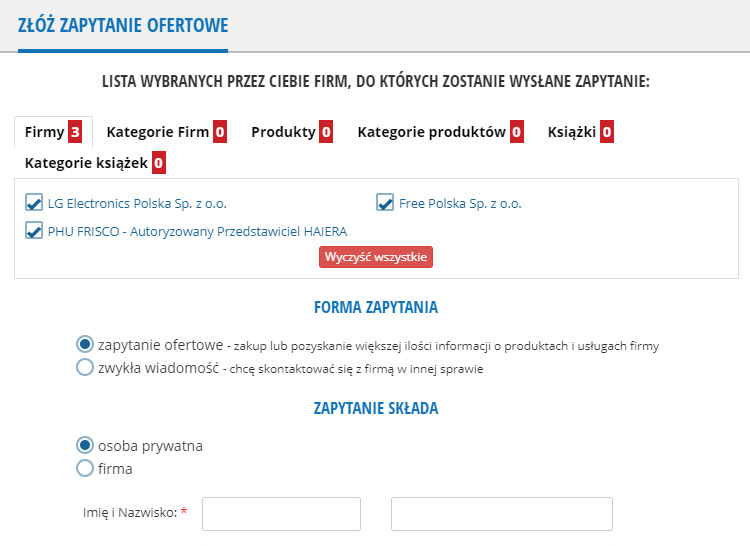
6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.
7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.